特种钢西南地区一级代理
钢铁一站式大型供应厂商
销售服务热线
400-999-1309

特种钢西南地区一级代理
钢铁一站式大型供应厂商
销售服务热线
400-999-1309

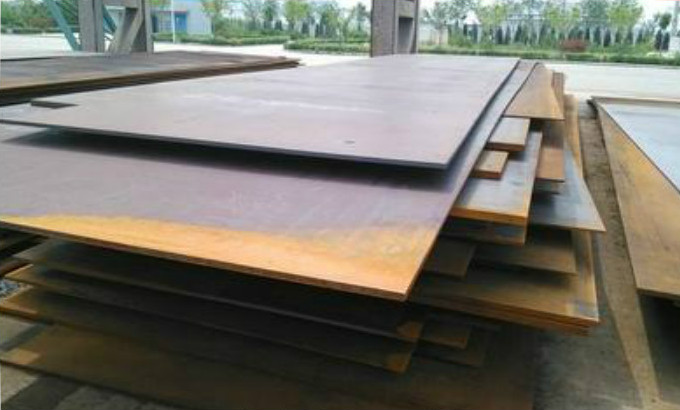
在对钢板进行焊接时,要根据被焊构件的材质,牌号,化学成分,焊件结构类型,焊接性能要求来确定。并且,要确定焊接 方法,而常用的焊接方法主要有手弧焊,埋弧焊,熔化及气体保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。那么,成都z向钢板的焊接工艺是什么呢。
1、接头的准备。采用自动或半自动方法切割的母材的边缘应是光滑和无影响焊接的割痕缺口;切割边缘的粗糙度应符合规定。被焊接头区域附近的母材应无油脂,铁锈,氧化皮及其它外来物。

2、定位焊。定位焊焊缝所采用的焊接材料及焊接工艺要求应与正式焊缝的要求相同。定位焊焊缝的焊接应避免在焊缝的起始,结束和拐角处施焊,弧坑应填满,严禁在焊接区以外的母材上引弧和熄弧。定位焊的焊脚尺寸不应大于焊缝设计尺寸的三分之二,且不大于8mm,但不应小于4mm。定位焊焊缝有裂纹,气孔,夹渣等缺陷时,必须清除后重新焊接。随后再进行埋弧焊时,弧坑,气孔可不必清除。
3、焊缝清理及处理。多层和多道焊时,在焊接过程中应严格清除焊道或焊层间的焊渣,夹渣,氧化物等,可采用砂轮,凿子及钢丝刷等工具进行清理。从接头的两侧进行焊接完全焊透的对接焊缝时,在反面开始焊接之前,应采用适当的方法清理根部至正面完整焊缝金属为止,清理部分的深度不得大于该部分的宽度。
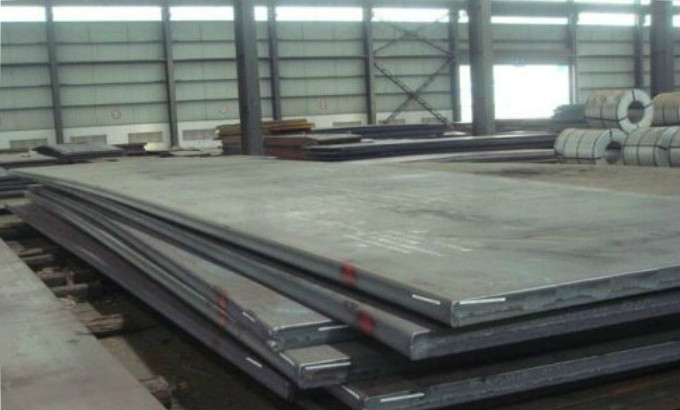
对z向钢板焊接的过程中,要尽可能采用平焊位置进行焊接。平焊增加构件翻转次数,影响钢构件的加工周期。z向钢板为防止出现裂纹采取加热预热后,在焊接过程中应注意的一个重要问题,就是焊缝层间温度控制措施。如果层间温度不控制,焊缝区域会出现多次热应变,造成的残余应力对焊缝质量不利,因此在焊接过程中,层间温度必须严格控制。
到这里有关成都z向钢板的焊接工艺的相关信息小编就说完了,如有不清楚的地方,请关注我司官网,小编将持续为你大家分享更多有关z向钢板的信息。

 当前位置:
当前位置:

 热门推荐
热门推荐